
Монтаж і демонтаж підшипників
Монтаж підшипників.
Розконсервацію підшипників виробляють згідно діючої інструкції по зберіганню, розконсервації підшипників та їх деталей та поводження з ними. Як правило, підшипники розконсервовують в гарячому (80-90 градусів за Цельсієм) мінеральному маслі, ретельно промивають у 6-8 %-ном розчині олії в бензині або в гарячих (75-85 градусів за Цельсієм) антикорозійних водних розчинах, наприклад, таких складах (у відсотках):
| Розчин 1 | Розчин 2 | |
| Триэталомин | 0,5-1,0 | 0,5-1,0 |
| Нітрит натрію | 0,15-0,2 | 0,15-0,2 |
| Змочувач ОП | 0,02-0,1 | 0,08-0,2 |
| Вода | інше | інше |
Зберігати расконсервированные підшипники більше двох годин без захисту від корозії не рекомендується.
Перед монтажем підшипник слід перевірити на відповідність зовнішнього вигляду, наявності маркування, легкості обертання, безшумності і тербованиям нормативно-технічної документації (відсутність забоїн, слідів забруднень, корозії, повного комплексу заклепок, щільність їх встановлення або інших сполучних елементів, повного комплексу тіл кочення, наявність пошкоджень сепаратора, наявність мастила в підшипниках з захисними шайбами тощо).
Для перевірки радіального зазору одне з кілець підшипника закріплюють при горизонтальному положенні осі і визначають зазор за допомогою індикатора, зміщуючи вільне кільце під дією вимірювального зусилля в радіальному напрямку у два діаметрально-протилежні положення. Різниця показів приладу відповідає значенню радіального зазору. Проводять три виміри, повертають вільне кільце відносно початкового положення осі підшипника.
Аналогічно проводять вимірювання осьового зазору, але при вертикальному положенні осі підшипника. Закріплюючи одне з кілець, інше зміщують в осьовому напрямку в два крайніх положення під дією вимірювального зусилля і фіксують різниця показань індикатора.
Радіальні зазори в радіальних дворядних сферичних підшипниках і підшипниках з циліндричними роликами без бортів на зовнішніх кільцях з діаметром посадкового отвори понад 60 мм можуть бути виміряні за допомогою щупа. Що сполучаються з підшипниками поверхні валів і отворів у корпусах повинні бути ретельно промиті, просушені і змащені тонким шаром масла. Канали для подачі мастила повинні бути продуті і прочищені від стружки та інших металевих частинок.
Необхідно перевірити відхилення співвісності всіх посадочних поверхонь, розташовані на одній осі, на відповідність норм, зазначених в технічній документації. Якщо підшипники, службовці опорою одного вала, встановлюють в різних корпусах (окремо-стоять), співвісність корпусів, відповідно до вимог технічної документації, повинна бути забезпечена з допомогою прокладок або інших засобів.
При установці на одну посадкову шийку двох підшипників (радіальних кулькових, роликових сферичних та циліндричних) різниця в радіальних зазорах не повинна перевищувати 0,03 мм, а по внутрішньому і зовнішньому діаметру кілець - не більше половини поля допуску. При монтажі забороняється:
- робити монтаж таким чином, щоб зусилля передавалося з одного кільця на інше через тіла кочення;
- докладати монтажне зусилля до сепаратора;
- завдавати ударів безпосередньо по кільцю;
- виробляти перекіс кільця при осьовому переміщенні.
Для монтажу великогабаритних підшипників (понад 120-150 мм) найбільш доцільним є застосування гідравлічного методу, що забезпечує якісну установку (посадку) підшипника без монтажних пошкоджень і високу продуктивність. При посадці підшипника в корпус з натягом перед монтажем слід попередньо охолодити його рідким азотом (-160 градусів за Цельсієм) або сухим льодом або нагріти корпус.
Демонтаж.
Демонтаж підшипника повинен проводитися без пошкодження підшипників та пов'язаних з ним деталей. У підшипників рознімної конструкції кільце в зборі з тілами кочення і сепаратором можна отримати окремо від іншого кільця. При демонтажі підшипника нероз'ємної конструкції зусилля треба докладати до того кільця підшипника, у якого посадка менш щільна.
Приклади монтажних (демонтажних) схем.
Монтаж і демонтаж підшипників, встановлених з натягом, вимагає докладання значних зусиль, через яких часто виникають пошкодження підшипників та валів. Крім того, монтажні роботи пов'язані з великими простоями обладнання. Ці та інші особливості необхідно враховувати при виборі тієї чи іншої схеми монтажу і демонтажу.
У всіх випадках роботи з підшипниками забороняється наносити удари молотком по кілець, тіл кочення і сепаратору підшипника (рис. 1).

Демонтаж підшипників, встановлених з натягом безпосередньо на шийку вала (рис. 2) або в корпус (рис. 3) краще всього виробляти, використовуючи ручний або гідравлічний прес. При цьому зусилля демонтажу передається того кільця підшипника, яке встановлено з натягом.

Для розбирання підшипникового вузла можна використовувати пристосування (рис. 4), що кріпиться до корпусу через отвори, призначені для кріплення кришки. Зусилля демонтажу передається через спеціальну гайку на зовнішнє кільце підшипника, витягуючи його разом з валом з корпусу.Як правило, для демонтажу підшипників з вала за допомогою механічних знімачів на валу передбачаються виїмки (рис. 5).

Якщо захоплення знімача не дістають до борту внутрішнього кільця підшипника, можливо додаток зусилля демонтажу через суміжну деталь (рис. 6). Якщо ззаду підшипника є вільний простір, застосовують знімачі, сполучені з різними допоміжними роз'ємними деталями: стяжні півкільця (рис. 7), скоби і хомути.

Як виняток, при відсутності можливості використання захоплень за внутрішнє кільце, допускається захоплення за зовнішнє кільце (рис. 8). Однак при цьому зростає ризик пошкодження підшипника, і, у разі подальшого використання його, демонтаж необхідно проводити обертанням захоплень при фіксованому положенні гвинта знімача. Якщо підшипник впирається в заплечик, то його можна витягти з корпуса з допомогою виколотки з м'якого металу (рис. 9).

Наявність на валах отворів і канавок для підведення масла значно полегшує проведення демонтажу (рис. 10). Масло подається і рівномірно розподіляється по зв'язаних поверхонь підшипника вала, знижуючи до мінімуму тертя між ними. Демонтаж підшипників з закрепительной втулкою може здійснюватися із застосуванням як шлицевой гайки і монтажної втулки (рис. 11), так і гідравлічної гайки і упорного кільця (рис. 12).

Демонтаж підшипників з стяжний втулкою можна проводити за допомогою шлицевой гайки, навинчиваемой накидним ключем на різьблення втулки (рис. 13).

У разі застосування гідравлічної гайки (рис. 14) поршень натискає на внутрішнє кільце підшипника, зміщуючи стяжную втулку так, що натяг зникає, і підшипник легко демонтується. Наличеие отворів і канавок для підведення масла в стяжний втулці (рис. 15) полегшує проведення демонтажу. Масло під тиском поділяє спряжені поверхні втулки і підшипники, а подальше загвинчування гайки виштовхує стяжную втулку.

Демонтаж підшипників з стяжний втулкою спрощує застосування гідравлічної гайки з одночасним підведенням масла на спряжені поверхні підшипника і втулки (рис. 16). Демонтаж допомогою індукційного нагріву (рис. 17) найбільш зручний для внутрішніх кілець циліндричних роликових підшипників. Розміри нагрівача і форма його конструкції залежать від габаритних розмірів і конструкції підшипника.

При роботі з підшипниками раціонально використовувати для їх транспортування різні пристосування (рис. 18): пружні захвати, петлі з м'якої дроту і стрічки. Монтаж підшипників із внутрішнім діаметром до 80 мм можна здійснювати за допомогою молотка і монтажної втулки. При цьому зусилля при псадке з натягом на вал має передавться через внутрішнє кільце підшипника, а при посадці з натягом у корпус через зовнішнє. Якщо з натягом встановлюється внутрішнє кільце підшипника, то спочатку монтують на підшипник валу (рис. 19).

При одночасної посадки з натягом на вал і в корпус зусилля монтажу необхідно передавати на обидва кільця підшипника (рис. 20). Зусилля, необхідне для монтажу, можна значно зменшити за допомогою нагрівання підшипника в олійно ванні (рис. 21).

Для нагрівання підшипників також широко застосовуються електричні плитки та індукційні нагрівачі. Температура нагріву зазвичай перевищує температуру сопрягаемой деталі на 80-90 градусів за Цельсієм, але, щоб уникнути змін у структурі металу, вона не повинна перевищувати 110 градусів. Забороняється застосовувати відкритий вогонь для нагрівання підшипників. Монтаж підшипників із внутрішнім діаметром до 80 мм на конічну шийку вала здійснювати загвинчуванням стопорної гайки накидним ключем (рис. 22).

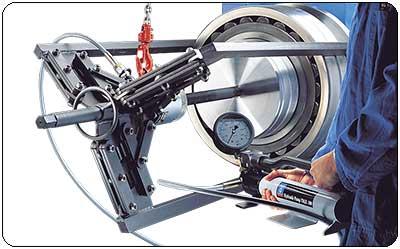
Підшипники з внутрішнім діаметром понад 50 мм можна монтувати на конічну шийку вала гідравлічним способом. Гідравлічна гайка нагвинчує на вал (рис. 23), а при відсутності різьблення - кріпиться на валу за допомогою допоміжних деталей (рис. 24). При цьому поршень гидрогайки встановлюється з упором у внутрішнє кільце підшипника. Подальша подача масла розтискає поршень і гайку, забезпечуючи посадку підшипника на вал з натягом і відповідне зменшення зазору в підшипнику. Після цього гайку знімають і виробляють стопорение підшипника на валу. Подача масла під тиском сполучаються на поверхні вала і підшипника полегшує загвинчування гайки в процесі монтажу на конічну шийку вала (рис. 25).

Найбільш ефективним способом монтажу підшипників з конічним отвором є підведення масла під тиском при одночасному застосуванні гідравлічної гайки (рис. 26). Підшипники на закріплювальні і стяжних втулках завжди встановлюються з натягом. Величина натягу визначається величиною осьового зсуву кільця підшипника відносно поверхні втулки. Зміщення кільця при монтажі підшипника на стяжний втулці виробляють загвинчуванням шлицевой гайки (рис. 27) або переміщенням поршня гідравлічного гайки (рис. 28). Процес монтажу в цьому випадку аналогічний встановлення підшипника на конічну шийку вала.

У разі монтажу підшипника на стяжний втулці остання запресовується між шийкою валу і отвором підшипника. При цьому можливі різні схеми проведення процесу використання молотка і монтажної втулки (рис. 29); загвинчування шлицевой гайки на вал накидним ключем (рис. 30); запресовування стяжний втулки поршнем гідравлічної гайки, навінченной на вал (рис. 31), на стяжную втулку з упором в роз'ємне монтажне кільце (рис. 32) та ін..

Для полегшення монтажу голчастих підшипників без сепаратора доріжки кочення наружнгого або внутрішнього кільця підшипника, в залежності від конструкції опори, покриваються мастилом, на яку наклеюють голки. Складання вузла здійснюють з допомогою монтажної оправки, заходный діаметр якої на 0,1-0,3 мм менше діаметра підшипника (рис. 33).

Ходові випробування.
Після установки підшипника і перевірки легкості ходу в останню чергу вузол заправляється мастильним матеріалом у відповідності з технічними вимогами на дану машину, і проводять ходові випробування, при яких перевіряється гучність ходу та робоча температура підшипника. Ходові випробування повинні виконуватися при неповному навантаженні і швидкостях, параметри яких обумовлені в технічних вимогах на дану машину. Забороняється, особливо наполегливі і упорнорадиальные підшипники, відчувати без навантаження і відразу розганяти до високих швидкостей, т. к. тіла кочення при цьому можуть почати прослизати по доріжці кочення і зашкодять її або в сепараторі виникне надмірне напруження.
Шум при обертанні підшипника прослуховується через стетоскоп, трубу або стрижень. Правильно змонтовані та добре змащені підшипники при роботі створюють тихий, злегка жужащий шум. Поява різкого шуму може свідчити про неправильному монтажі, перекосах, ушкодженнях від застосування ударного інструменту (при монтажі); нерівномірний шум або перестук - про попаданні сторонніх частинок в підшипник; шум металевого звуку - про недостатній зазорі в підшипнику; свист або скрегіт - про недостатню мастилі. Збільшення температури підшипника відразу ж після пуску - нормальне явище, з плином часу температура стабілізується.
Незвично високі температури або постійне її зміна вказує на:
- надлишок мастила у вузлі;
- надмірний натяг підшипника в радіальному або осьовому напрямку;
- взаємний перекіс кілець;
- неякісне виготовлення сполучених деталей, в результаті чого можуть чіплятися сепаратор і тіла кочення;
- підвищене тертя ущільнень.
Процес ходових випробувань рекомендується закінчити після стабілізації температурного режиму підшипника.

 Обрив ремінної передачі – страшний сон не тільки автомобіліста, але і будь-якого виробничника. Розберемося з причинами, навчимося визначати симптоми майбутньої поломки.
Обрив ремінної передачі – страшний сон не тільки автомобіліста, але і будь-якого виробничника. Розберемося з причинами, навчимося визначати симптоми майбутньої поломки. Вм'ятини, природний знос, пошкодження, викликані вібраційними навантаженнями. Як розпізнати проблему, а головне, запобігти її виникненню?
Вм'ятини, природний знос, пошкодження, викликані вібраційними навантаженнями. Як розпізнати проблему, а головне, запобігти її виникненню?